- Company Articles
- Industry articles
- Industry standards
- 3030 National Standard Profile A vs. Extruded Profiles: Manufacturing Process Differences

3030 National Standard Profile A vs. Extruded Profiles: Manufacturing Process Differences
Related Product
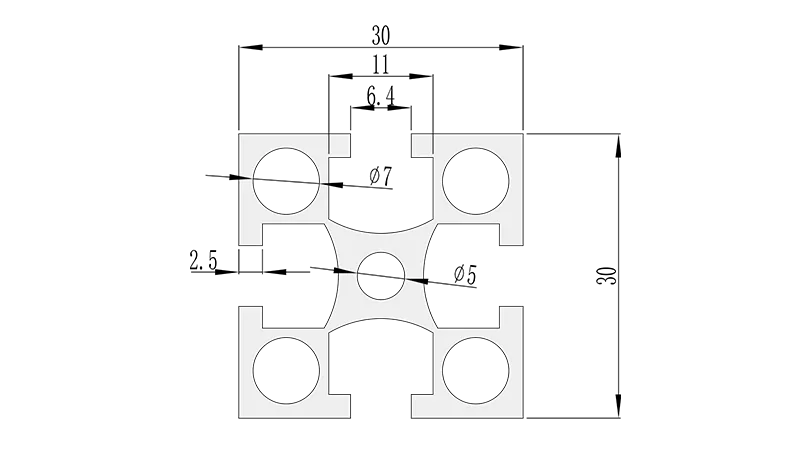
3030 National Standard Profile A
Workbench, production line, logistic rack, warehouse rack Industry: Manufacturer workshop, Automobile, Electronic, Assembling, logistic
Walk into any modern factory, warehouse, or workshop, and you'll likely spot them: sleek, metallic structures holding up workbenches, guiding conveyor belts, or organizing tools. These are aluminum profiles—the unsung heroes of efficient manufacturing. From lean systems that streamline production lines to workbenches where precision matters most, aluminum profiles are the backbone of how we build, organize, and operate industrial spaces. But not all aluminum profiles are created equal. Today, we're diving into two key players in this space: the 3030 National Standard Profile A and general extruded profiles. While they might look similar at first glance, their manufacturing processes are worlds apart—and those differences have a big impact on how they perform in real-world applications.
First Things First: What Are We Actually Comparing?
Before we jump into the nitty-gritty of manufacturing, let's make sure we're on the same page about the stars of the show.
3030 National Standard Profile A: The "Rule Follower"
The 3030 National Standard Profile A is like that one colleague who always dots every "i" and crosses every "t"—it's all about precision and consistency. As the name suggests, it's a standardized aluminum profile, meaning it adheres to strict national guidelines for dimensions, material composition, and performance. Typically measuring 30mm by 30mm (hence the "3030"), this profile is designed for reliability. You'll find it in places where modularity and repeatability are critical: think lean system setups, workbenches (like the aptly named Workbench E), material racks (such as Material Rack B with its 3 rows and 3 floors), and even turnover trolleys. Its claim to fame? It's built to fit perfectly with aluminum profile accessories—joints, connectors, guide rails—right out of the box, no guesswork required.
Extruded Profiles: The "Shape Shifter"
Extruded profiles, on the other hand, are the creative rebels of the aluminum world. Extrusion itself is a manufacturing process where aluminum is pushed through a die to create specific cross-sectional shapes. Unlike the 3030 National Standard Profile A, which has a fixed size and design, extruded profiles can be customized into almost any shape—from simple squares to complex, curved designs. They're the go-to for projects that need something unique: maybe a custom conveyor rail or a specialized bracket for a one-of-a-kind machine. While some extruded profiles follow industry standards, many are tailored to specific client needs, making them versatile but less predictable than their standardized counterpart.
Behind the Scenes: How 3030 National Standard Profile A Comes to Life
Creating the 3030 National Standard Profile A isn't just about melting aluminum and shaping it—it's a masterclass in precision. Let's walk through each step of its manufacturing process to see why it's considered the gold standard for reliability.
Step 1: Picking the Right Aluminum (Because Not All Alloys Are Equal)
It all starts with the raw material. For the 3030 National Standard Profile A, manufacturers don't just grab any aluminum scrap. They use high-purity aluminum alloys—usually 6061 or 6063, known for their strength, corrosion resistance, and weldability. These alloys are carefully selected because they can withstand the stresses of industrial use, whether it's supporting heavy tools on a workbench or enduring the constant movement of a conveyor system. The key here is consistency: every batch of aluminum must meet the same chemical composition standards to ensure the final profile behaves predictably.
Step 2: Melting and Casting: From Ore to Billet
Next, the aluminum alloy is melted in a furnace at temperatures around 700°C (that's hotter than your average pizza oven!). Once molten, it's poured into molds to form large cylindrical blocks called "billets." These billets are like the building blocks of the profile—typically 6 to 12 meters long and several inches in diameter. But here's the catch: the 3030 National Standard Profile A requires billets with zero defects. Any air bubbles, impurities, or inconsistencies in the billet could weaken the final product, so manufacturers use techniques like degassing (removing air) and filtering to ensure the metal is as pure as possible.
Step 3: Preheating: Getting Ready for Extrusion
Before extrusion, the billet needs a little "warm-up." It's heated to around 450°C to make it soft enough to shape but not so hot that it loses structural integrity. This preheating step is crucial for the 3030 profile because even slight temperature variations can affect how the aluminum flows through the die (more on that later). Manufacturers use precise temperature sensors here—no guesswork allowed.
Step 4: Extrusion: Forcing Aluminum Into Shape (Literally)
Now comes the extrusion itself. The preheated billet is loaded into a hydraulic press, where a ram pushes it through a steel die. The die is a custom tool with a 30mm x 30mm opening—the exact shape of the final profile. But for the 3030 National Standard Profile A, the die isn't just any die. It's machined to microscopic tolerances, ensuring that every profile that passes through is exactly 30mm by 30mm, with straight edges and uniform wall thickness. The press applies tons of pressure (we're talking thousands of tons here) to squeeze the aluminum through the die, and the result is a long, continuous length of the 3030 profile. Think of it like squeezing toothpaste through a tube—except the "toothpaste" is molten aluminum, and the "tube opening" is a high-precision steel die.
Step 5: Cooling and Aging: Making It Strong
Once extruded, the hot profile is cooled rapidly—usually with water sprays or air cooling—to lock in its shape. But cooling alone isn't enough. To reach its full strength, the profile undergoes "aging," a heat treatment process where it's heated again (this time to around 120°C) for several hours. This causes the alloy's molecules to rearrange, making the aluminum stronger and more durable. For the 3030 National Standard Profile A, aging times and temperatures are strictly controlled to meet national strength standards—no cutting corners here.
Step 6: Surface Treatment: More Than Just Looks
Next up: surface treatment. While some profiles might skip this step, the 3030 National Standard Profile A almost always gets a finish to protect against corrosion and wear. Common treatments include anodizing (creating a protective oxide layer on the surface) or powder coating (applying a colored, durable paint). These treatments aren't just for aesthetics—they ensure the profile can stand up to oils, chemicals, and daily use in factories. And because it's a national standard, the thickness and quality of these coatings are also regulated. For example, anodized layers must be at least a certain thickness to pass inspection.
Step 7: Cutting, Drilling, and Finishing: The Final Touches
Once the profile is cooled, aged, and treated, it's cut into standard lengths (usually 2-6 meters) using precision saws. If the profile is destined for a workbench or material rack, holes might be drilled for aluminum profile accessories like joints or brackets. Again, precision is key here—holes must be in exactly the right spots to ensure compatibility with other components. Even the ends of the profile are deburred (smoothed out) to remove sharp edges, making assembly safer for workers.
Step 8: Quality Inspection: The "No Defects Allowed" Check
The final step is where the 3030 National Standard Profile A really sets itself apart: quality inspection. Every single profile is checked for dimensional accuracy (Is it exactly 30mm x 30mm?), straightness (No bends allowed!), surface finish (No scratches or uneven coating!), and strength (Does it meet load-bearing standards?). Manufacturers use calipers, laser measuring tools, and even load tests to ensure compliance. If a profile fails any check, it's rejected—no exceptions. This rigorous process is why the 3030 profile is trusted in critical applications like lean systems, where a single misfit part could throw off an entire production line.
How General Extruded Profiles Are Made: The Flexible Alternative
Now that we've seen how the 3030 National Standard Profile A is made, let's turn to general extruded profiles. While they share some basic steps with the 3030, their process is all about flexibility—creating custom shapes without the strict rules of a national standard.
Step 1: Material Selection: Less Fuss, More Flexibility
Extruded profiles can use a wider range of aluminum alloys, depending on the project. While 6061 and 6063 are still common, manufacturers might opt for cheaper alloys if the profile doesn't need to be super strong. For example, a decorative extruded profile might use a softer alloy that's easier to shape, even if it's less durable. The focus here is on meeting the client's specific needs, not a universal standard.
Step 2: Melting and Casting: Billets with Room for Imperfection
Like the 3030, extruded profiles start with melting aluminum and casting billets. But the billets here might not be held to the same defect-free standard. If a profile is for a low-stress application (say, a shelf bracket in a retail store), small impurities or air bubbles might be acceptable. This can cut costs, but it also means the final product might be less consistent.
Step 3: Extrusion: Custom Dies for Unique Shapes
The extrusion process is where extruded profiles really differ. Instead of using a standardized 30mm x 30mm die, manufacturers create custom dies for each project. Want a profile shaped like a star? A U-bend? A complex curve? No problem—just design a die and extrude away. This flexibility is great for unique projects, but it comes with trade-offs. Custom dies are expensive and time-consuming to make, so they're usually only used for large production runs. Also, because the shape isn't standardized, there's more room for variation in dimensions. A die might wear down over time, leading to slightly different profiles as production continues.
Step 4: Cooling and Aging: Skipping Steps When Possible
Cooling is still necessary, but aging (heat treatment) might be skipped for extruded profiles that don't need extra strength. For example, a lightweight decorative trim doesn't require the same durability as a workbench frame, so manufacturers might skip the aging step to save time and money. This makes the profile softer and cheaper, but also less suitable for heavy use.
Step 5: Surface Treatment: Optional, Not Required
Surface treatment is often optional for extruded profiles. If the profile will be hidden or used indoors, it might just get a basic cleaning instead of anodizing or powder coating. This cuts costs but leaves the aluminum vulnerable to scratches and corrosion over time.
Step 6: Quality Inspection: Checking the Basics
Quality checks for extruded profiles are usually less rigorous. Instead of inspecting every single profile, manufacturers might spot-check a few from each batch. They'll ensure the shape is roughly correct and there are no major defects, but tight tolerances (like being exactly 30mm wide) aren't a priority unless the client specifically asks for them. This is fine for custom projects where "close enough" works, but it's a far cry from the 3030's "no defects allowed" approach.
The Key Differences: A Side-by-Side Breakdown
To really see how these processes differ, let's put them head-to-head. The table below compares the manufacturing steps of the 3030 National Standard Profile A and general extruded profiles, highlighting where they diverge—and why it matters.
| Manufacturing Step | 3030 National Standard Profile A | General Extruded Profiles |
|---|---|---|
| Material Selection | Strictly uses high-quality alloys (6061/6063) with consistent chemical composition. | Uses alloys based on project needs; may opt for cheaper, softer alloys for low-stress applications. |
| Billet Quality | Defect-free billets (no air bubbles, impurities) to ensure structural integrity. | Billets may have minor defects if the profile doesn't require high strength. |
| Die Design | Standardized, high-precision die (30mm x 30mm) with strict tolerances. | Custom dies for unique shapes; less focus on tight tolerances unless specified. |
| Extrusion Pressure & Temperature | Precisely controlled pressure and temperature to ensure uniform wall thickness and straightness. | Adjusted based on die shape and alloy; may vary to optimize for custom designs. |
| Aging (Heat Treatment) | Always included to meet national strength standards. | Optional; often skipped for low-stress or decorative profiles. |
| Surface Treatment | Regulated (e.g., anodizing with minimum thickness) to ensure corrosion resistance. | Optional; basic or no treatment for cost savings. |
| Quality Inspection | 100% inspection for dimensions, straightness, surface finish, and strength. | Spot-checking for major defects; no strict tolerance enforcement unless requested. |
Why These Differences Matter in the Real World
Okay, so the manufacturing processes are different—but does that really affect how these profiles perform? Absolutely. Let's look at a few scenarios where the 3030 National Standard Profile A and extruded profiles would shine (or struggle).
Scenario 1: Building a Lean System for a Car Factory
Imagine a car manufacturer setting up a lean system to assemble door panels. The system includes workbenches, material racks (like Material Rack B), and conveyor tracks—all of which need to fit together perfectly. If they use the 3030 National Standard Profile A, they can trust that every profile will be exactly 30mm wide, every hole will line up with aluminum profile accessories like joints and connectors, and the structure will support heavy tools without bending. This consistency reduces assembly time and ensures the system runs smoothly for years.
If they used extruded profiles instead, they might run into problems. A slightly wider profile here, a slightly bent one there, and suddenly the workbench wobbles, the material rack doesn't align with the conveyor, and parts get stuck. The system becomes inefficient, and workers waste time fixing mismatched components. For lean systems, where efficiency is everything, the 3030's precision is non-negotiable.
Scenario 2: Creating Custom Shelving for a Boutique Store
Now, picture a boutique store that wants unique, curved shelving to display clothes. They don't need the shelves to support heavy loads—just a few sweaters and jeans. Here, extruded profiles are the way to go. A manufacturer can create a custom die for the curved shape, use a softer aluminum alloy to make bending easier, and skip expensive surface treatments since the shelves will be indoors. The result is a one-of-a-kind design that fits the store's aesthetic, at a lower cost than using standardized profiles.
Scenario 3: Repairing a Conveyor System in a Warehouse
Warehouses rely on conveyor systems to move packages quickly. If a conveyor rail breaks, the repair team needs a replacement part fast. With the 3030 National Standard Profile A, they can order a new section from any supplier and know it will fit perfectly—no measuring, no custom orders, no downtime. Extruded profiles, on the other hand, might require tracking down the original manufacturer (and their custom die) to get a matching part, which could take weeks. When time is money, the 3030's standardization is a lifesaver.
So, Which One Should You Choose?
At the end of the day, the choice between the 3030 National Standard Profile A and extruded profiles comes down to your needs. Ask yourself:
- Do I need consistency and reliability? If you're building something modular (like a lean system or workbench) or need parts that fit together perfectly, go with the 3030 National Standard Profile A. Its strict manufacturing process ensures every piece works with aluminum profile accessories and other components.
- Do I need a custom shape? If you're designing something unique (like curved trim or a specialized bracket), extruded profiles are the better choice. Just be prepared for potential variations in dimensions.
- What's my budget? Extruded profiles can be cheaper for custom projects, but the 3030's consistency might save you money in the long run by reducing assembly and repair time.
Wrapping Up: Precision vs. Flexibility
Aluminum profiles are the building blocks of modern industry, but their manufacturing processes determine how well they perform. The 3030 National Standard Profile A is the reliable workhorse—built to strict standards, perfect for modular systems and applications where precision matters. Extruded profiles are the creative problem-solvers—flexible, custom, and ideal for unique projects. Understanding the differences between them helps you choose the right tool for the job, whether you're streamlining a production line or designing a one-of-a-kind structure.
So the next time you walk through a factory and see those sleek aluminum structures, take a moment to appreciate the work that went into making them. Behind every profile is a process—one that balances art and science, precision and flexibility—to keep our world building, creating, and moving forward.