- Company Articles
- Products and Technology
- Product knowledge
- Manufacturing Process of 4040F EU Standard Aluminum Profile: Extrusion, Anodization & Quality Control

Manufacturing Process of 4040F EU Standard Aluminum Profile: Extrusion, Anodization & Quality Control
Related Product
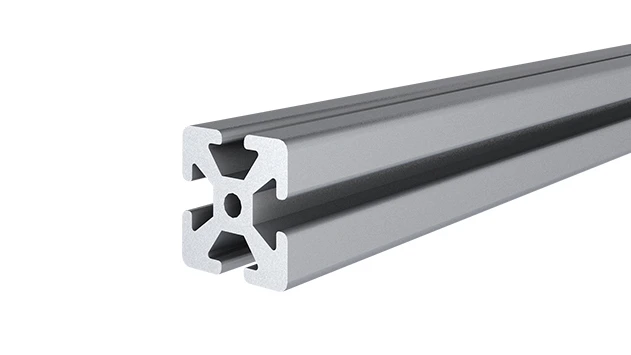
4040F EU Standard Aluminum Profile
4040F is a 4.00x4.00 CM fractional 40 series square extrusion T-slot profile with four side open T-slots, each side with 4.00cm face. The profile has align-a-grooves to assist in aligning connecting profiles.
In the world of modern manufacturing, where precision and adaptability are the cornerstones of efficiency, aluminum profiles have emerged as unsung heroes. These versatile structures form the backbone of everything from factory workbenches and conveyor systems to modular furniture and automotive components. Among the vast array of aluminum profiles available, the 4040F EU standard aluminum profile stands out for its robustness, versatility, and adherence to strict European quality norms. But have you ever wondered how this unassuming piece of metal transforms from raw ore into a critical component of industrial setups? Today, we're pulling back the curtain to explore the intricate journey of the 4040F profile—from the intense heat of the extrusion press to the meticulous checks of quality control, and every step in between.
Understanding the 4040F EU Standard Aluminum Profile
Before diving into the manufacturing process, let's get acquainted with the star of the show: the 4040F EU standard aluminum profile. The "4040" in its name refers to its cross-sectional dimensions—40mm by 40mm—making it a popular choice for medium-duty applications where balance between strength and weight is key. The "F" denotes a specific groove design (often referred to as a "T-slot" configuration) that allows for easy integration with aluminum profile accessories like brackets, end caps, and connectors. This T-slot system is what gives the profile its legendary adaptability; with the right accessories, it can be reconfigured in minutes to suit changing production needs, eliminating the need for custom fabrication and reducing downtime.
As an EU standard profile, the 4040F adheres to stringent regulations governing material composition, dimensional accuracy, and mechanical properties. This ensures consistency across batches and compatibility with European-manufactured machinery and components. Whether it's used to build a lean pipe workbench in a German automotive plant or a flow rack in a French logistics hub, manufacturers can trust that the 4040F profile will perform as expected, time after time.
Step 1: From Ore to Billet—The Raw Material Journey
Every great product starts with great raw materials, and the 4040F profile is no exception. The journey begins with bauxite, an ore rich in aluminum oxide, which is mined primarily in countries like Australia, Guinea, and Brazil. Through a series of chemical processes (including the Bayer process and electrolysis), bauxite is refined into pure aluminum, which is then cast into ingots. These ingots are the building blocks for aluminum extrusion, but before they can be shaped into profiles, they undergo a transformation into "billets"—cylindrical blocks of aluminum that are easier to heat and extrude.
For the 4040F profile, manufacturers typically use 6000-series aluminum alloys (most commonly 6063 or 6061). These alloys contain small amounts of silicon and magnesium, which enhance their extrudability and mechanical properties. Once the alloy is selected, the ingots are cut into billets of specific lengths (usually 1 to 3 meters, depending on the extrusion press size) and subjected to a process called homogenization. Homogenization involves heating the billets to around 500°C for several hours to eliminate internal inconsistencies in the metal structure. This step is crucial because it ensures that the billet heats evenly during extrusion, preventing defects like cracks or warping in the final profile.

Step 2: Extrusion—Shaping the Profile with Heat and Pressure
If homogenization is the "prep work," then extrusion is the "main event"—the step where the billet is transformed into the recognizable 4040F shape. Extrusion is often described as "squeezing toothpaste from a tube," but on an industrial scale, with temperatures exceeding 500°C and pressures measured in thousands of tons. Let's break down this process into key stages:
Die Design: The Blueprint of Precision
Before the billet ever touches the extrusion press, engineers design a custom die—a steel tool with a hollow cavity that matches the cross-sectional shape of the desired profile (in this case, the 4040F's 40x40mm T-slot design). Creating this die is a feat of precision engineering; even a deviation of 0.1mm in the die's dimensions can result in (non-conforming) profiles. The die is typically made from high-grade H13 tool steel, which can withstand the extreme heat and pressure of extrusion without deforming. Once designed, the die is machined using computer numerical control (CNC) equipment to ensure accuracy, then heat-treated to harden its surface for durability.
Billet Preheating: Softening the Metal
Aluminum is strong, but at room temperature, it's too rigid to extrude. To make it malleable, the homogenized billet is loaded into a gas-fired or electric furnace and heated to between 480°C and 520°C (depending on the alloy). This temperature is carefully controlled—too low, and the billet will crack during extrusion; too high, and the metal may become too soft, leading to surface defects. The billet is rotated slowly in the furnace to ensure even heating, a process that can take anywhere from 30 minutes to 2 hours, depending on the billet size.
Extrusion: Forcing the Metal Through the Die
Once the billet is heated, it's transferred to the extrusion press—a massive machine that can exert forces up to 10,000 tons. The billet is placed in a cylindrical container, and a hydraulic ram pushes it against the die. As pressure builds, the soft aluminum flows through the die's cavity, taking on the 4040F's characteristic shape. The extrusion speed is critical here; for the 4040F profile, speeds typically range from 3 to 8 meters per minute. Slower speeds allow for better surface finish and dimensional accuracy, while faster speeds increase productivity. Operators monitor the process in real time, adjusting pressure and speed based on feedback from sensors that track temperature and metal flow.
As the profile exits the die, it's supported by a run-out table equipped with rollers to prevent sagging. At this stage, the profile is still red-hot (around 400°C) and extremely soft, so it must be cooled quickly to lock in its shape. This is done using air jets or water sprays, which reduce the temperature to around 50°C in a matter of seconds. The cooling rate is carefully controlled to avoid thermal stress, which can cause warping.
Stretching and Straightening: Perfecting the Profile
Even with careful cooling, extruded profiles often have minor bends or twists. To correct this, the profile is clamped at both ends and stretched by 1-3% of its length using a hydraulic stretcher. This process not only straightens the profile but also aligns the metal's grain structure, improving its mechanical properties. After stretching, the profile is cut to standard lengths (typically 3, 4, or 6 meters) using a circular saw or bandsaw, and the ends are deburred to remove sharp edges.
Aging: Strengthening the Metal
The final step in the extrusion phase is aging, a heat treatment process that enhances the profile's strength. The profiles are loaded into an aging oven and heated to around 170°C for 6-8 hours. This causes the alloying elements (silicon and magnesium) to form tiny precipitates within the aluminum matrix, which act as "pinning points" to resist deformation. After aging, the 4040F profile achieves a tensile strength of around 200-250 MPa and a yield strength of 180-220 MPa—more than enough to support the loads of industrial applications like workbenches and material racks.
| Extrusion Step | Key Parameters for 4040F Profile | Purpose |
|---|---|---|
| Billet Heating | 480-520°C, 30-120 minutes | Softens aluminum for extrusion; ensures uniform flow |
| Extrusion Speed | 3-8 meters per minute | Balances productivity and surface finish |
| Cooling Rate | Air/water spray, 50°C in <30 seconds | Locks in shape; prevents warping |
| Stretching | 1-3% length elongation | Straightens profile; aligns grain structure |
| Aging | 170°C, 6-8 hours | Enhances tensile and yield strength |
Step 2: Anodization—Protecting and Enhancing the Surface
While the extruded 4040F profile is strong and functional, its surface is still vulnerable to corrosion, scratches, and wear. That's where anodization comes in—a electrochemical process that not only protects the aluminum but also gives it a sleek, professional finish. Anodization creates a thick, porous oxide layer on the profile's surface, which can be dyed in various colors or left natural (silver/gray) for a clean, industrial look. For the 4040F profile, which is often used in environments where hygiene and durability are important (like food processing or electronics manufacturing), anodization is a critical step.
Pre-Treatment: Cleaning the Surface
Before anodization can begin, the profile must be spotlessly clean. Any oil, grease, or oxide film from extrusion will interfere with the anodizing process, leading to uneven coating. The pre-treatment line typically includes several stages: degreasing (using alkaline solutions to remove oils), rinsing (to wash away degreaser), etching (using a mild acid to dissolve surface impurities and create a uniform texture), and another rinse. For profiles that require a mirror-like finish, an additional step called "bright dipping" may be added, where the surface is polished using nitric acid or phosphoric acid.
Anodizing: Building the Oxide Layer
The heart of the anodization process takes place in a large tank filled with an electrolyte solution (usually sulfuric acid). The cleaned profiles are suspended from racks and submerged in the tank, acting as the anode (positive electrode) of an electrical circuit. Lead plates, suspended around the profiles, serve as the cathode (negative electrode). When an electric current is applied (typically 12-18 volts DC), water molecules in the electrolyte break down into hydrogen ions (at the cathode) and oxygen ions (at the anode). The oxygen ions react with the aluminum surface to form aluminum oxide (Al₂O₃), creating a porous layer that grows outward from the metal. The thickness of this layer is controlled by the duration of the process; for the 4040F profile, a layer of 10-20 micrometers is standard for industrial use, providing excellent corrosion resistance without adding significant weight.
Coloring and Sealing: Adding Aesthetics and Durability
If colored profiles are desired, the porous oxide layer is perfect for absorbing dyes. After anodizing, the profiles are submerged in a dye bath (containing organic or inorganic pigments) where the dye molecules penetrate the pores. The longer the profile stays in the bath, the deeper the color. Common colors for industrial profiles include black, blue, and silver (natural). Once colored, the profiles are sealed to close the pores and lock in the dye. Sealing is typically done by boiling the profiles in deionized water or exposing them to steam, which causes the aluminum oxide to hydrate and expand, plugging the pores. This step is crucial; unsealed profiles are prone to staining and wear, as the porous layer can trap dirt and moisture.
Step 3: Quality Control—Ensuring Perfection in Every Profile
In manufacturing, even the most advanced processes can produce defects. That's why quality control (QC) is the backbone of the 4040F profile's reliability. From the moment the billet enters the extrusion press to the final inspection before packaging, every step is monitored to ensure compliance with EU standards. Let's explore the key QC checks that every 4040F profile undergoes:
Dimensional Accuracy: Measuring Every Millimeter
The 4040F profile's 40x40mm cross-section and T-slot dimensions must be precise to ensure compatibility with accessories. QC technicians use calibrated tools like vernier calipers, micrometers, and coordinate measuring machines (CMMs) to check critical dimensions. For example, the width and height of the profile must be within ±0.2mm of the nominal 40mm, and the depth of the T-slot must be consistent along the entire length. Profiles that deviate beyond these tolerances are rejected or recycled.
Surface Inspection: The "Eye Test" for Perfection
A profile's surface is its first impression, and manufacturers take this seriously. After anodization, each profile is visually inspected for defects like scratches, dents, pitting, or uneven coloring. This is often done under bright LED lights or using automated vision systems that can detect flaws as small as 0.1mm. Profiles with minor surface imperfections may be reworked (e.g., polished), while those with severe defects are scrapped.
Mechanical Testing: Putting Strength to the Test
To verify that the aging process has achieved the desired strength, samples from each batch are subjected to mechanical testing. Tensile tests measure the profile's ability to resist breaking under tension, while hardness tests (using a Brinell or Rockwell tester) check its resistance to indentation. These tests ensure that the profile can withstand the loads of real-world applications, from supporting heavy machinery on a workbench to bearing the weight of products on a flow rack.
Chemical Composition: Ensuring the Right Alloy
Even the best extrusion process can't compensate for the wrong alloy. Using a technique called spectroscopy, QC labs analyze samples of the billet to confirm that the aluminum alloy meets the 6000-series specification. This ensures that the profile has the right balance of silicon, magnesium, and other elements to deliver the expected mechanical properties and corrosion resistance.
Accessory Compatibility: Testing the T-Slot System
What good is a T-slot profile if accessories won't fit? To ensure compatibility, QC technicians test the 4040F profile with standard aluminum profile accessories like 4040 aluminum profile end caps, brackets, and connectors. They check that end caps snap into place securely, brackets slide smoothly along the T-slot, and connectors tighten without stripping threads. This step ensures that manufacturers can assemble their desired structures without frustration or delays.
Beyond the Factory: Applications of the 4040F Profile
After passing all these rigorous tests, the 4040F profiles are packaged, labeled, and shipped to manufacturers, distributors, and fabricators around the world. But their journey doesn't end there. In factories, they're assembled into lean pipe workbenches where technicians assemble precision components. In warehouses, they form the frames of flow racks, allowing products to glide smoothly from storage to shipping. In laboratories, they're used to build custom test rigs that can be reconfigured as experiments change. Even in offices, they're transformed into modular desks and shelving units that adapt to growing teams.
One of the most compelling aspects of the 4040F profile is its role in lean manufacturing. By enabling quick reconfiguration of workstations and material handling systems, it helps companies reduce waste, improve workflow, and respond faster to market changes. In an era where agility is key to staying competitive, the 4040F profile isn't just a component—it's a strategic asset.
Conclusion: The Art and Science of Aluminum Profile Manufacturing
The journey of the 4040F EU standard aluminum profile is a testament to the marriage of art and science in manufacturing. It's a process that requires the precision of engineering, the patience of craftsmanship, and the rigor of quality control. From the raw bauxite ore to the finished profile, every step is guided by a commitment to excellence—a commitment that ensures the 4040F profile remains a trusted partner in factories, warehouses, and workshops across Europe and beyond.
So the next time you walk through a manufacturing plant or see a modular workstation, take a moment to appreciate the 4040F profile and the journey it's undergone. Behind its simple, unassuming exterior lies a story of heat, pressure, precision, and passion—all working together to create a product that helps build the world around us.